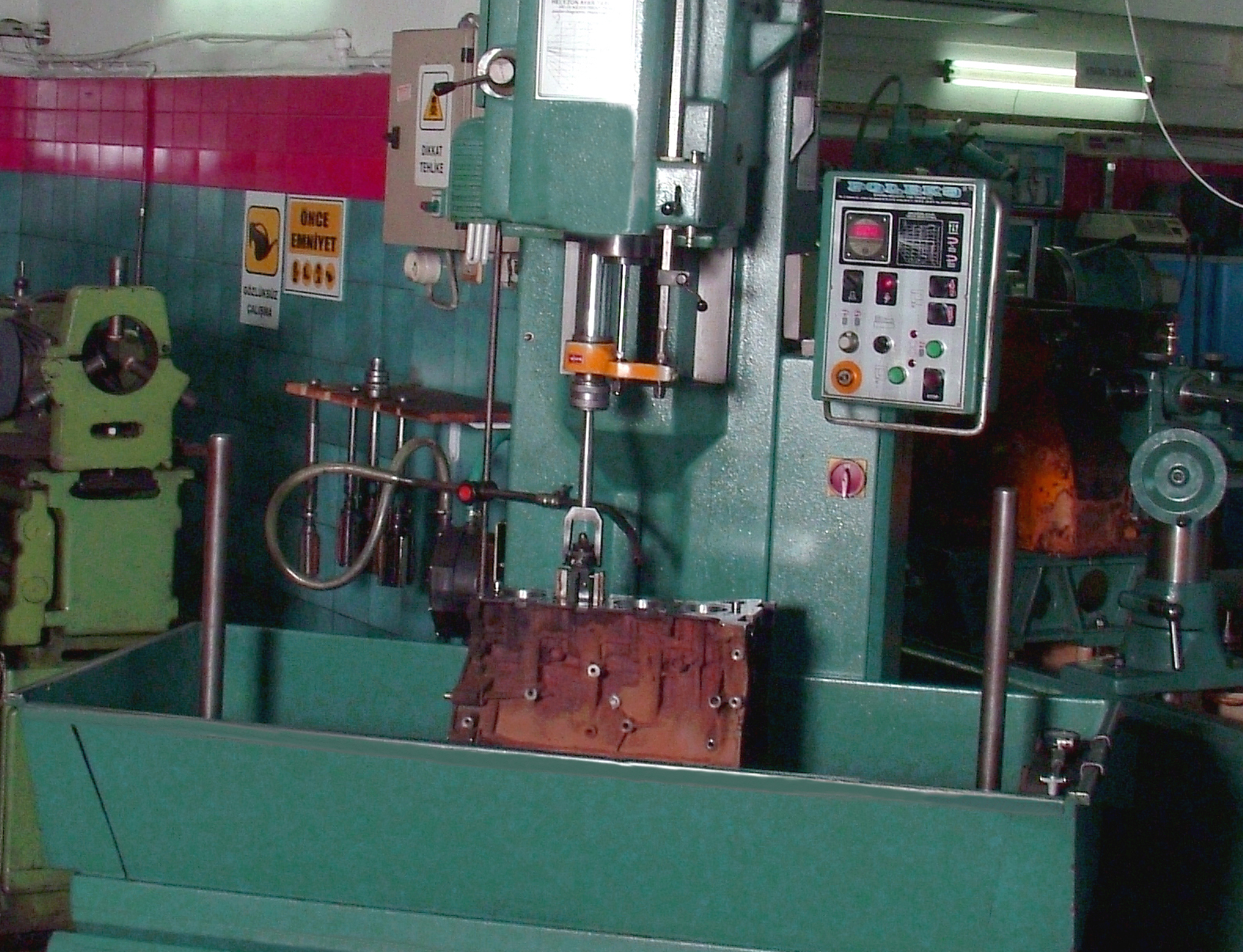
B) Silindir Honlama
Bir çeşit delik taşlama işlemi olan honlama, rektifiyeden sonra silindir yüzeylerinin yüzey kalitesini arttırmak ve segmanların çalışabilmesi için yapılır.
Honlamadan sonra silindir yüzeyi yeterince pürüzsüz olmalıdır. Çünkü honlama işlemi sonucu ortaya çıkan yüzeyin pürüzlülüğü, motor ömrünü ve yağ sarfiyatını belirleyen en önemli faktördür. O yüzden honlama motor yenilemede rektifiyeden sonra önemli işlerden biridir.
Honlama sonucu, silindir yüzeyinde segmanlar tarafından sıyrılan yağın tutulabilmesi için uygun sayıda, derinlikte ve dağılımda yağ cepleri bulunmalıdır. Kaba taşlar fazla talaş almak, ince taş ise bitirme işi için kullanılır.
Silindirler tornalarken ortalama 0,025-0,050 mm honlama payı bırakılır.
Honlama soğutma sıvısı olarak özel honlama yağı, gazyağı veya mazot kullanılır.